Entwicklung der Konstruktion vom Zeichenbrett zur Workstation unter dem Schreibtisch
Begonnen wurde mit der Konstruktion am Zeichenbrett mit Bleistift und Rotring-Tuscheschreiber bis diese Methode 1995 vom CAD-Programm CATIA V4 abgelöst wurde. Ein assoziatives, allerdings nur eingeschränkt parametrisches 3D-CAD-System, unerlässlich als Zulieferer der Automibilindustrie. Damals noch mit Unix-Clients, die von einem zimmergroßen Host mit den Daten versorgt wurden.
2005 erfolgte der Upgrade auf CATIA V5, welches jetzt auf "normalen" PCs lauffähig ist, die jedoch wesentlich leistungsstärker sein müssen als übliche "Office"-PCs.
Derzeit arbeiten wir mit Workstations, die mit 16 Kern-CPUs, 64 GB Speicher, mehreren TB Fetsplattenkapazität, einer Grafikkarte mit 8 GB eigenem Speicher und hochauflösenden 28 Zoll Doppelbildschirmen ausgestattet sind. Dies ist erforderlich, um die heutzutage vorhandenen Datenmengen flüssig verarbeiten und darstellen zu können.
Migration
Wir können für sie die Umsetzung von fast jedem CAD-Programm nach CATIA V5 durchführen, damit sie diese Daten Ihrem Kunden nativ und in der von ihm geforderten Struktur zur Verfügung stellen können. Dies führt durch Einsatz von Ergänzungsprogrammen zu CATIA schneller zum Ziel, als die Konstruktion von Grund auf neu zu erstellen.
Beispiele einiger ausgeführter Konstruktionen
Prüfstand für die Flugzeugindustrie
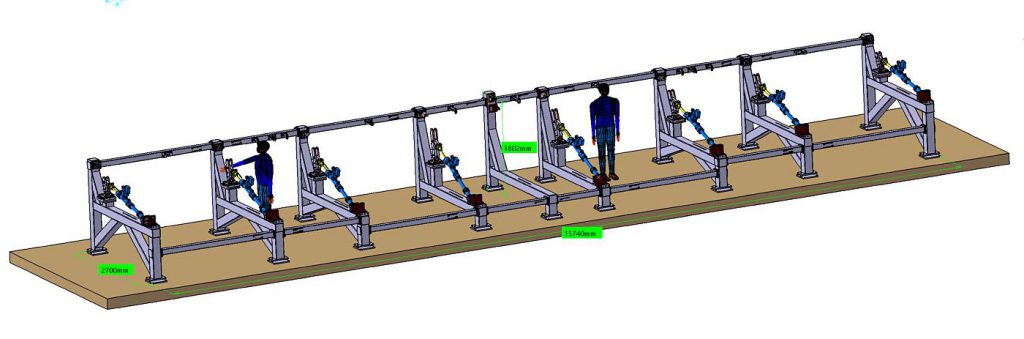
Prüfstand für den Verstellantrieb der Landeklappen eines Flugzeuges.
Die Abmessungen des Prüfstandes betragen: 16 m x 2,8 m x 1,85 m mit einer Masse von 3,8 t ohne Hydraulik.
8 Hydraulikzylinder mit Weg- und Kraftmesssytem mit jeweils maximal 42 kN in Zug- und Druckbewegung simulieren die auftretenden Kräfte an den Verstellarmen der Landeklappen. Es wird geprüft ob die Verdrehung der Verbindungswellen die geforderten Maximalwerte unterschreitet und wie viel Kraft der Antrieb aufwenden muss, um die eingestellten Verstellwinkel zu erreichen und zu halten.
Eine FEM-Berechnung der Gestelle ergab eine Verformung von ca. 0,7 mm im Verbindungspunkt des Verstellantriebs mit dem Gestell bei einer Belastung von 37 kN/Zylinder. Gefordert war eine Deformation unter 1 mm.
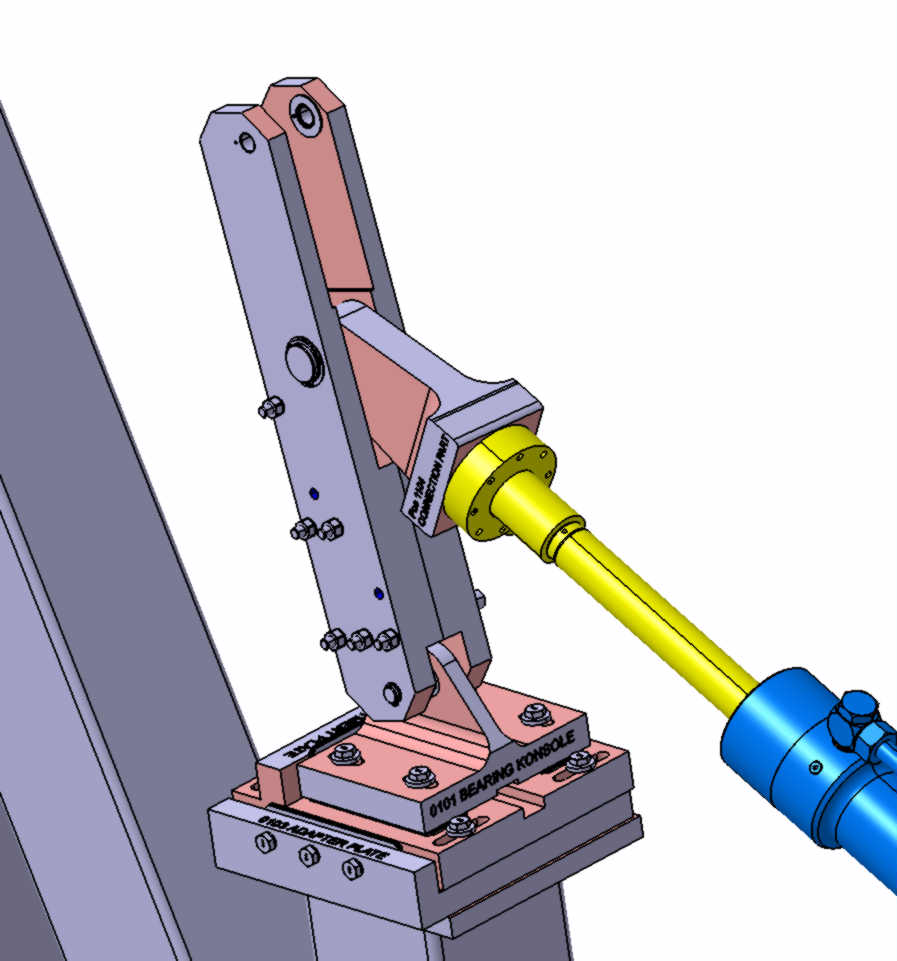
Detail des Verbindungshebels zum Verstellantrieb mit Einstellmöglichkeit in allen 3 Ebenen.
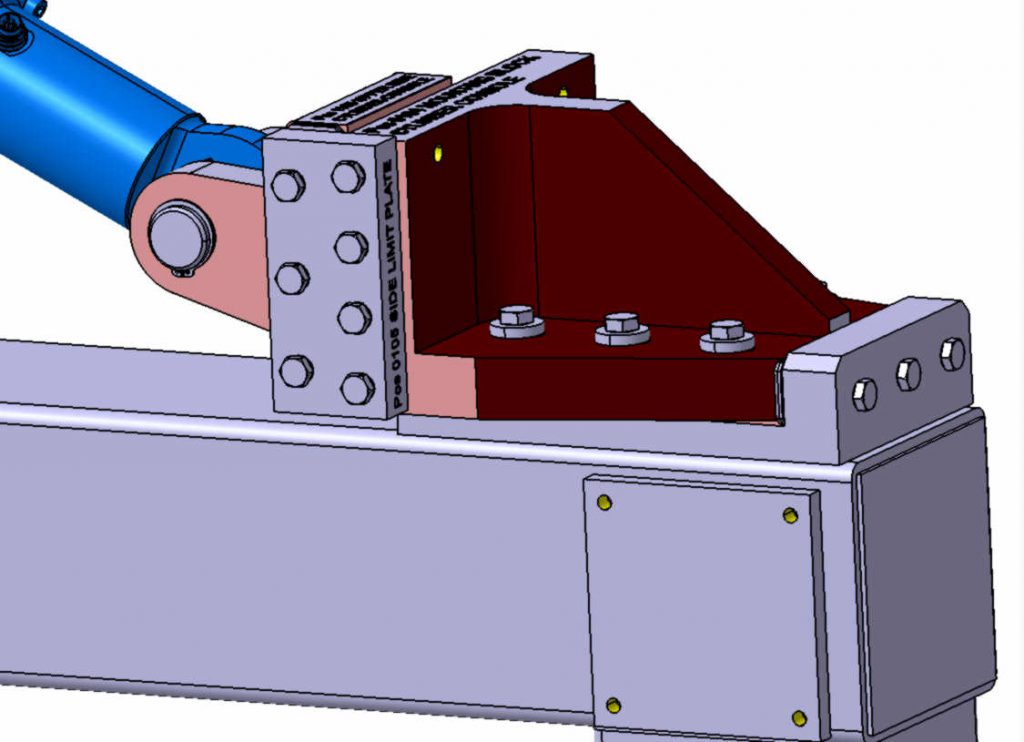
Detail der Lagerung. Der Zylinderfuß ist in 2 Ebenen einstellbar, um die Ausrichtung mittig zum Anlenkknoten zu erreichen.
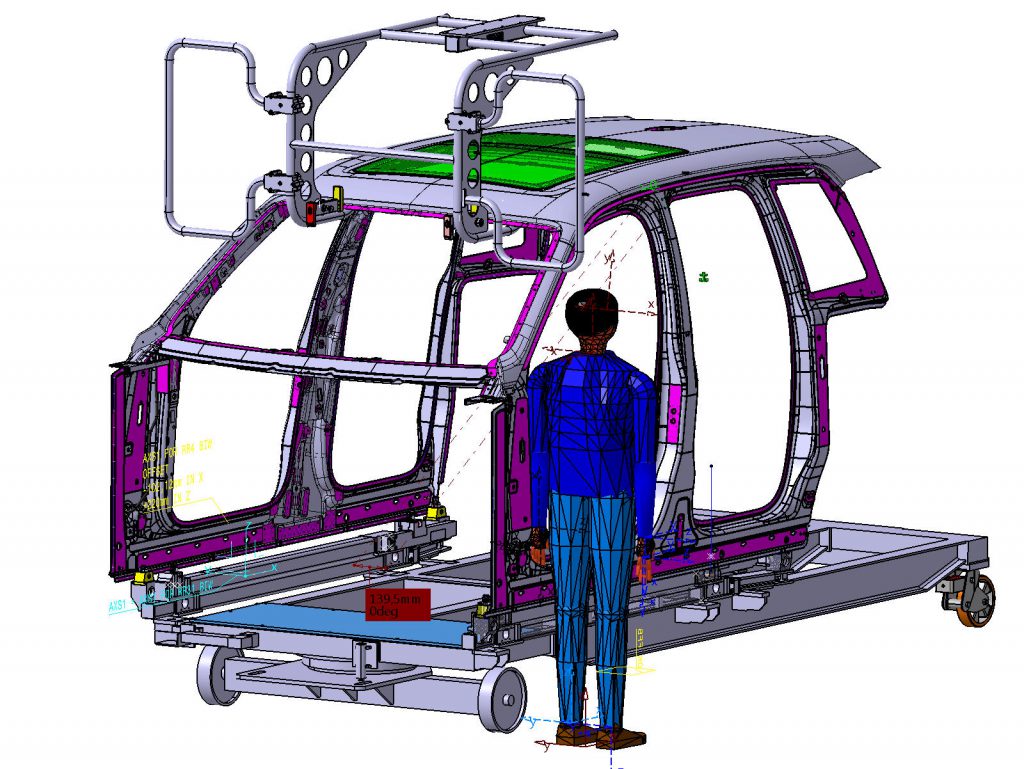
Modularer Werkstückträger zur Aufnahme einer Hochvoltbatterie
Aufnahmegestell zur Montage einer Fahrzeugantriebsbatterie für einen Elektro-PKW. Nur für die Prototypfertigung.
Spann- und Schweißvorrichtung
Spann- und Schweißvorrichtung, die in einem 2-Achsportal eingesetzt wird, um die vollständige Zugänglichkeit zu den Schweißnähten sicherzustellen.
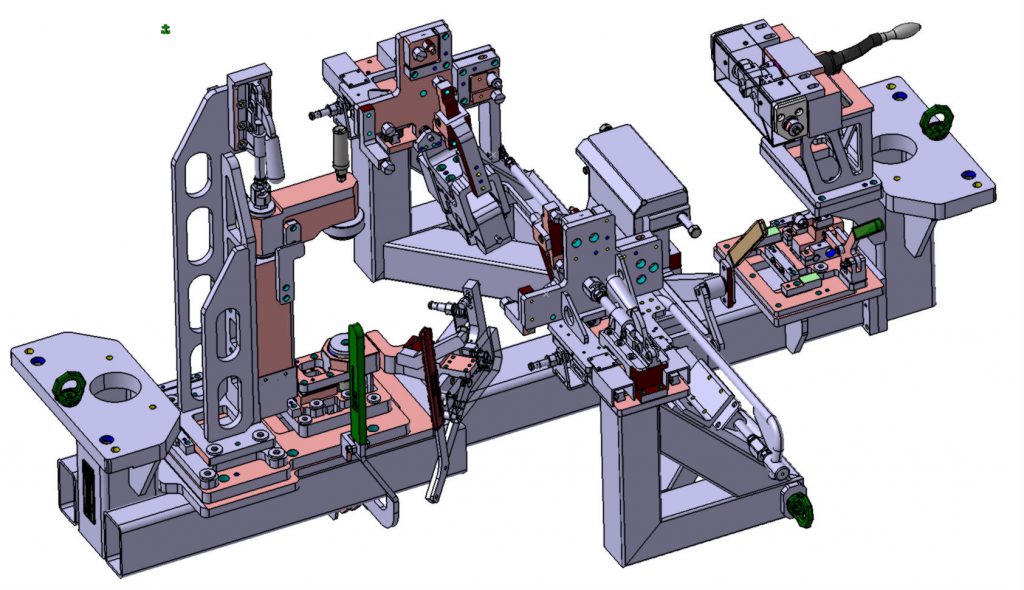
Übersicht der Spannvorrichtung
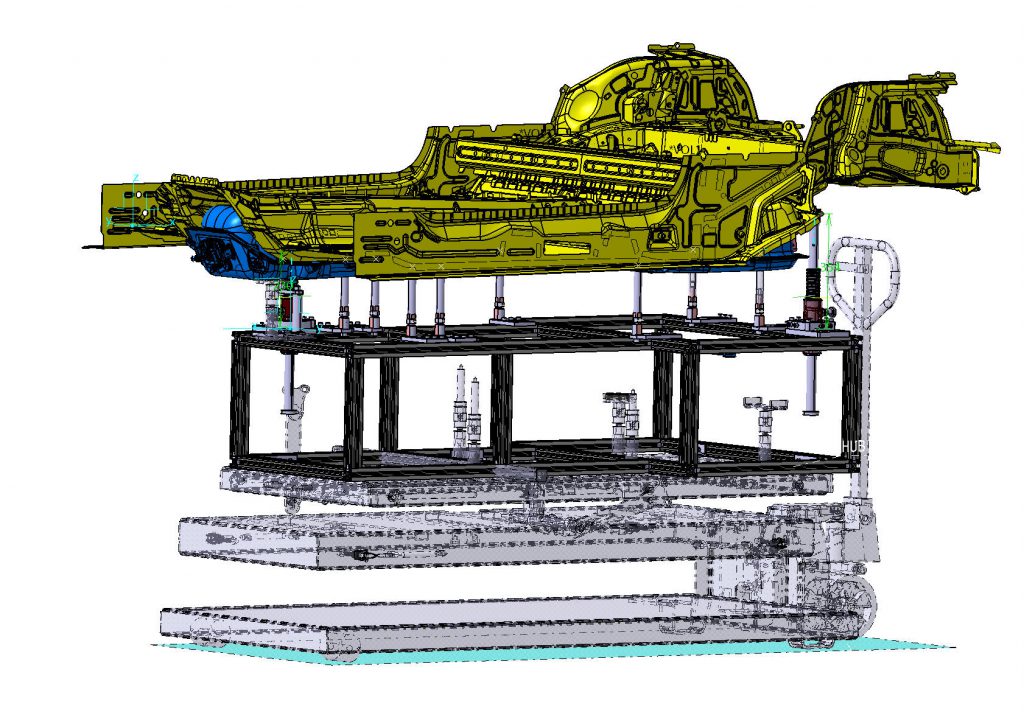
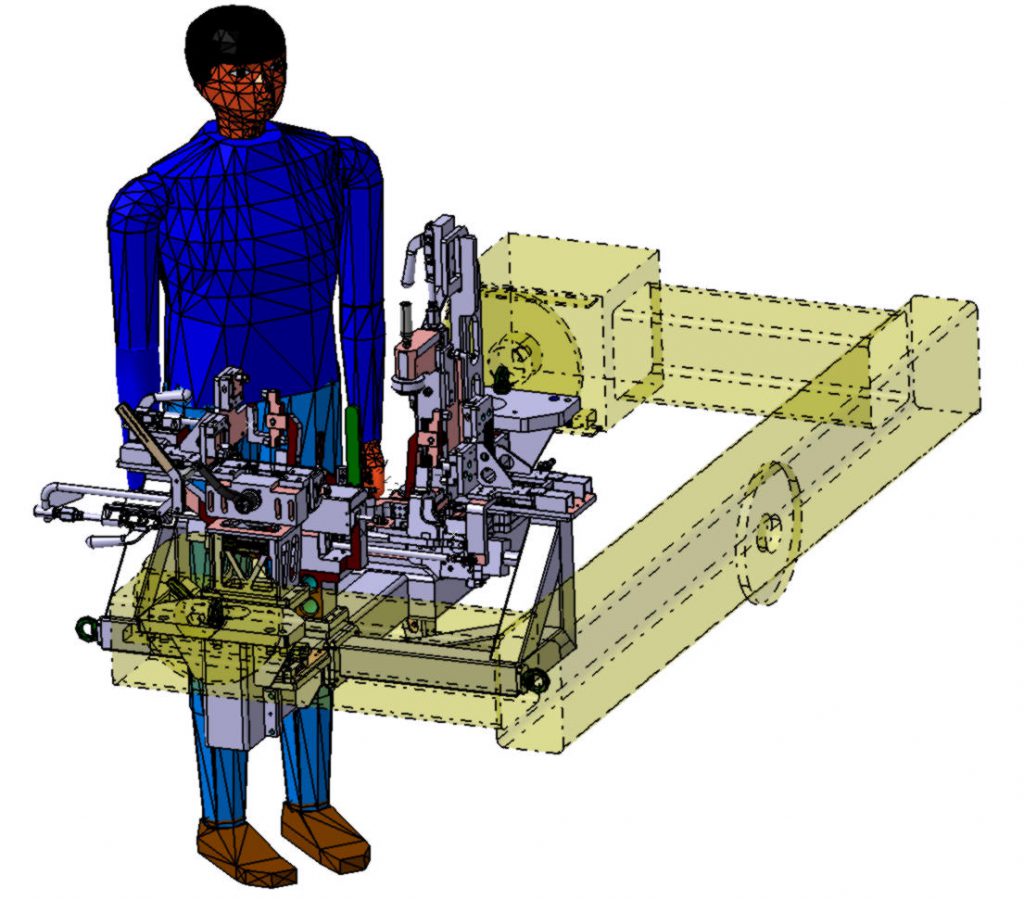
Handlings- und Montagegerät
Transport- und Montagehandling für ein Panoramadach passend für PKW und SUV.
Prüfvorrichtung für Akkumulatoren in einer Versuchsfertigung
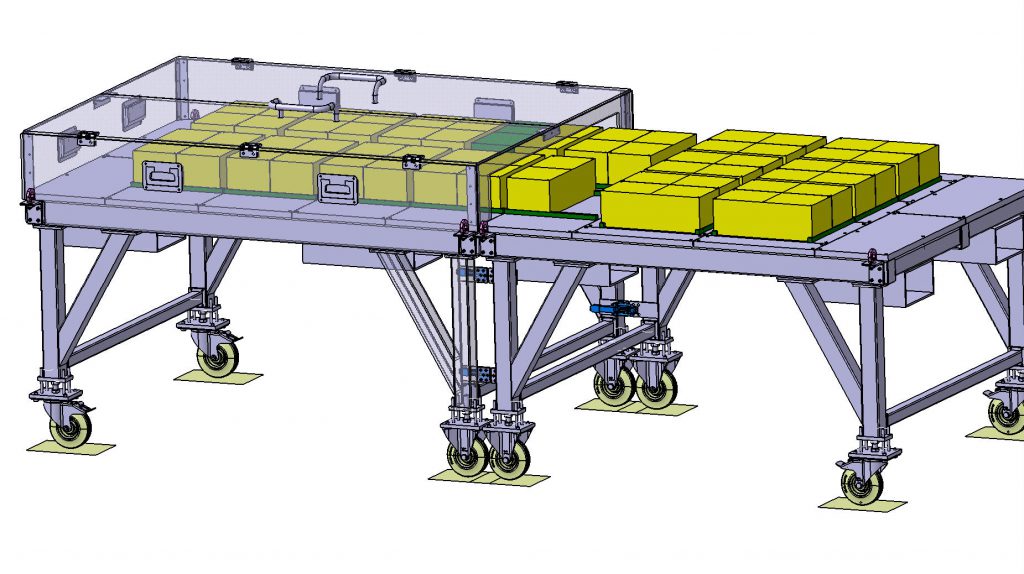
Prüftisch für Akkumulatoren, rollbar, teilbar und mit Schutzabdeckungen.
Werkstückträger zur Vormontage von Fahrschemeln eines PKW
Von diesem Werkstückträger wurden 45 Stück für den Serienbetrieb gebaut. Entsprechend hoch war der konstruktive Aufwand und die Endkontrolle der Zeichnungen, um eine kostengünstige Fertigung und Montage zu gewährleisten.
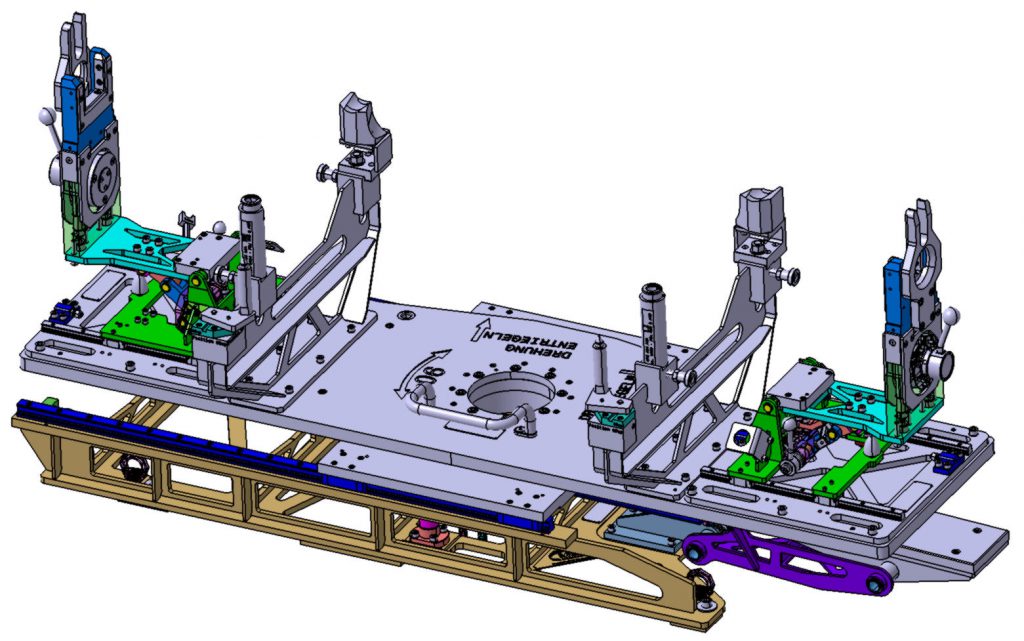
Konfiguration zur Vormontage der kompletten Vorderachse, inklusive Lenkung und kompletter Radführung.
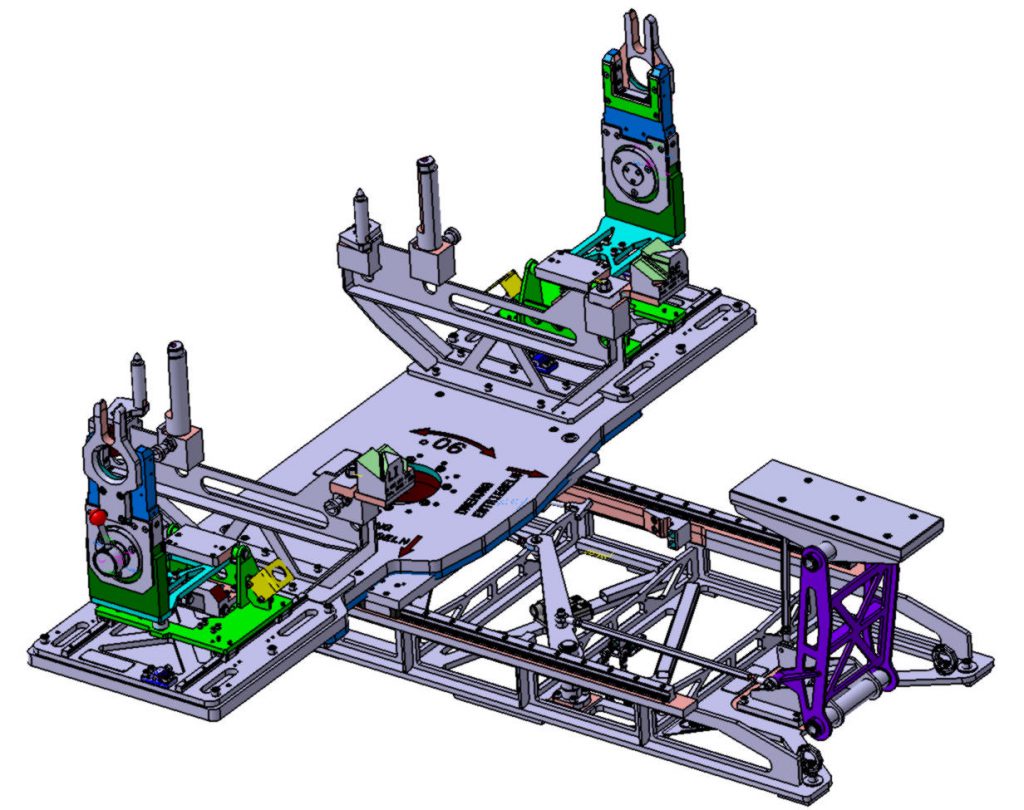
Konfiguration zur Komplettierung mit Motor, Getriebe, Kühlmodul und teilweise Antriebswellen der Vorderräder.
Abrichtspindel für eine Schleifmaschine
Es wurden 4 Stück für 2 Maschinen gebaut.
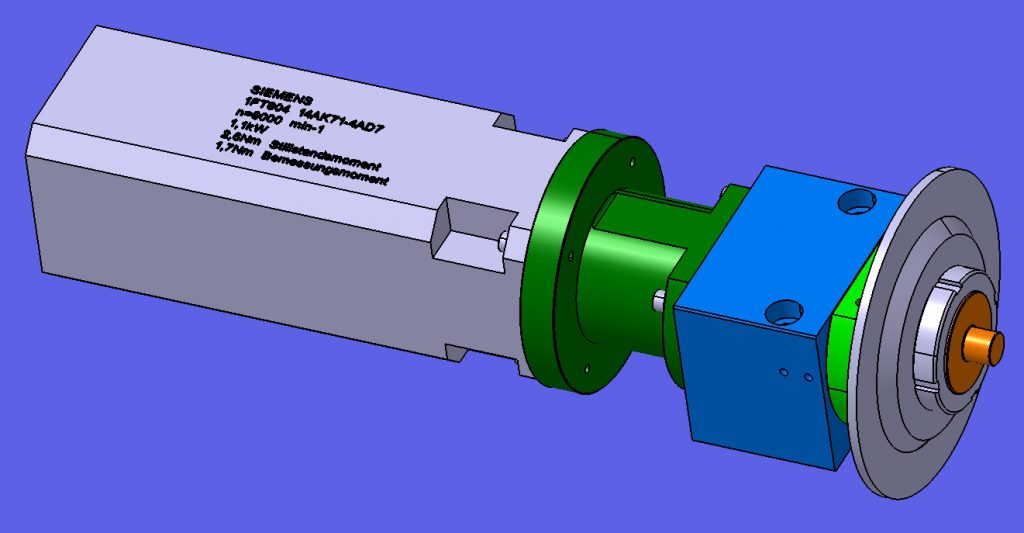
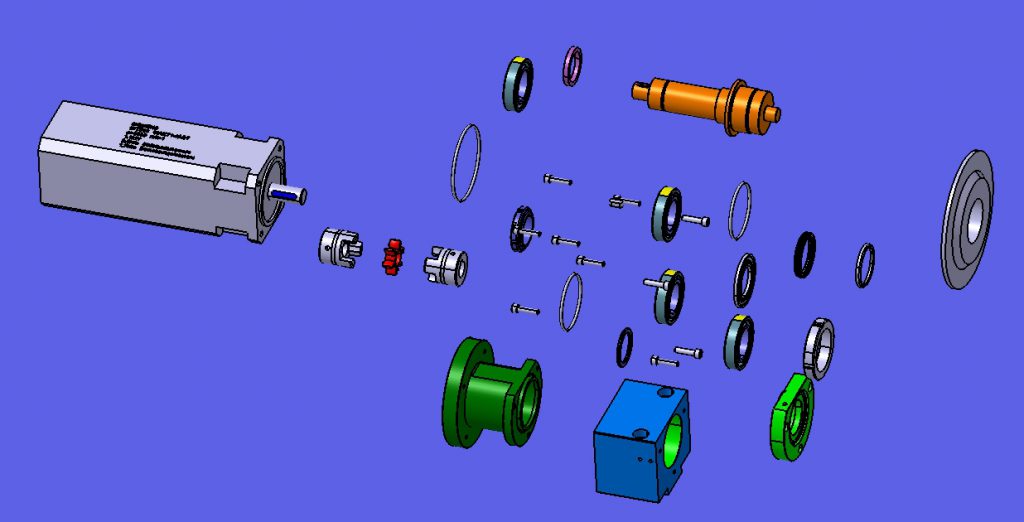
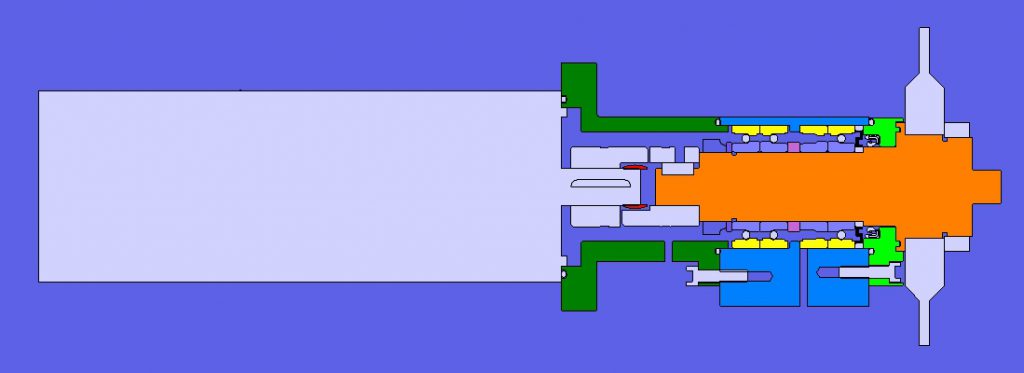
Die letzten 3 Bilder zeigen die Abrichtspindel für Schleifscheiben im Schnitt. Diese weist einige Besonderheiten beim Betrieb und dem dadurch notwendigen Aufbau auf:
- Einsatz in einer Durchlaufschleifmaschine, die es erfordelich macht, ohne Unterbrecheng der laufenden Produktion, also während des Schleifvorganges, abzurichten.
- Hochgenaue und steife Lagerung der Abrichtscheibenaufnahme, da ein einzelner Abrichtvorgang nur 0,002 mm an der Schleifscheibe abnehmen darf, andernfalls wäre das soeben bearbeitete Teil Ausschuss, weil die Dicke des Teils außerhalb der Toleranz liegen würde.
- Permanente Überflutung mit Kühl-/Schmierstoff erfordert extrem hohe Anforderungen an die Abdichtung, damit der Antriebsmotor nicht durch Kurzschluß ausfällt.
- Die Abdichtung erfolgt durch
- eine eingangsseitige Labyrinthdichtung
- berührende Dichtungen an den Lagern (Nilos-Ringe)
- Auslaufbohrung zwischen den Spindellagern
- Auslaufbohrung im Tragkörper zwischen Spindel und Motor